
Sai già cos’è la periodicità di taratura degli strumenti di misura? Scoprila leggendo il nostro precedente articolo.
Scopri i metodi pratici per stabilire la periodicità di taratura dei tuoi strumenti
Non esiste una best practice universalmente applicabile per stabilire e regolare gli intervalli di taratura. Ciò ha creato la necessità di una migliore comprensione della determinazione degli intervalli di taratura. Poiché nessun metodo è ideale per l’intera gamma di apparecchiature di misura, il presente documento illustra due dei metodi più semplici per assegnare e rivedere l’intervallo di taratura e la loro idoneità per diversi tipi di apparecchiature di misura.
Metodo 1: Valutazione storica con deriva
La metodologia si basa su un approccio di deriva osservata (metodo storico) con aggiustamento del rischio, che viene presentato come uno dei metodi più affidabili per stabilire l’intervallo di taratura:
Fase 1: raccogliere dati storici.
Raccogliere almeno 3 precedenti registrazioni di taratura, tra cui:
- Data di taratura.
- Risultati (errori osservati).
- Condizioni dell’attrezzatura.
- Eventuali modifiche apportate.
Fase 2: raccogliere dati storici.
Calcola la deriva media (D) tra le tarature.
Esempio:

Fase 3: stimare il tempo necessario per raggiungere l’errore massimo ammesso (MPE).
Definisce l’errore massimo ammesso (MPE) per lo strumento, in base al processo o allo standard applicabile. Stima per quanto tempo (T) l’errore può essere tollerato prima che la deriva raggiunga l’MPE:
In questo modo otterrai il tempo massimo stimato prima della successiva taratura.
Fase 4: applicare il fattore di sicurezza.
Applicare un fattore di sicurezza (FS) per coprire incertezza, cambiamenti ambientali, uso improprio o altri rischi. Generalmente si raccomanda un fattore di sicurezza compreso tra 0,6 e 0,8:
Fase 5: convalidare e aggiustare.
Convalidare l’intervallo proposto considerando:
- Apparecchiature di processo critiche.
- Raccomandazioni del produttore.
- Norme legali o contrattuali.
Esempio pratico:
- Deriva media : 0,02 mm/mese
- EMP : 0,10 mm
- T = 0,10 / 0,02 = 5 mesi
- FS = 0,8 → Intervallo suggerito = 4 mesi
Cosa succede se non ho dati storici?
Se non hai registrazioni precedenti, ti consigliamo di:
- Applicare l’intervallo suggerito dal produttore.
- Stabilire un intervallo provvisorio (solitamente annuale).
- Monitora le prestazioni e registra gli errori.
- Regolare l’intervallo man mano che i dati vengono raccolti.
Metodo 2: Grafico di controllo (calendario – tempo)
Questo metodo mira a visualizzare graficamente il comportamento metrologico dell’apparecchiatura nel tempo (anni, mesi), utilizzando i risultati delle tarature passate. È utile per rilevare tendenze, derive e comportamenti fuori controllo, e regolare di conseguenza l’intervallo di taratura. Basato su ILAC-G24:2022, sezione 6.3.
Prerequisiti
- Almeno 4 tarature precedenti.
- Risultati numerici dell’errore dello strumento rispetto al valore di riferimento.
- Data di ogni taratura.
- Errore massimo ammissibile (MPE), tolleranza o criterio di accettazione.
Fase 1: raccogliere dati storici.
Tabella di esempio:
| Data di Taratura | Errore (mm) | EMP (± mm) |
| 01/01/2024 | 0,02 | 0,1 |
| 01/07/2024 | 0,04 | 0,1 |
| 01/01/2025 | 0,07 | 0,1 |
| 01/07/2025 | 0,10 | 0,1 |
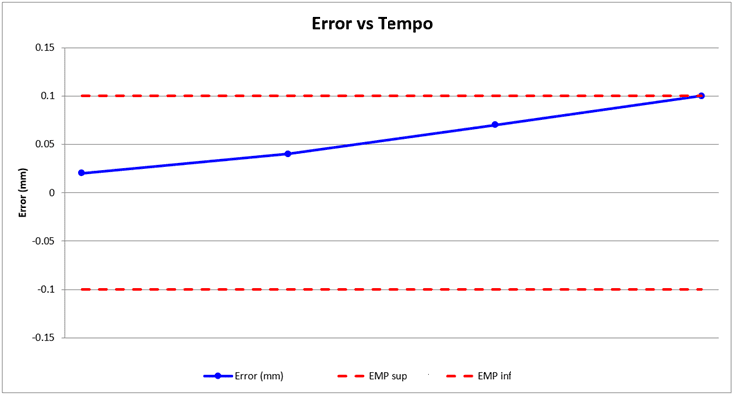
Fase 2: tracciare il grafico dell’errore in funzione del tempo.
- Asse X : Tempo (date o mesi).
- Asse Y : Errore misurato.
- Linee orizzontali : EMP superiore (+0,10 mm) e inferiore (−0,10 mm).
- Tracciare i punti misurati in ogni data.
Cosa stiamo cercando?
- Tendenze lineari (deriva crescente o decrescente).
- Salti improvvisi (indicativi di guasti).
- Stabilità (se l’errore fluttua senza superare l’EMP).
Esempio di grafico:
Fase 3: Calcolare la deriva.
La pendenza della curva (tasso di variazione dell’errore nel tempo) viene calcolata, ad esempio:

In questo modo otterrai il tempo massimo stimato prima della successiva taratura.
Fase 4: stimare il tempo rimanente prima di superare l’EMP.
Se l’errore attuale è +0,10 mm (limite) e si è già raggiunto l’EMP, l’intervallo dovrebbe essere ridotto, ad esempio, a 6 mesi o meno.
Se si prevede che l’errore superi l’EMP alla successiva taratura, l’intervallo precedente era troppo lungo.
Fase 5: impostare l’intervallo di taratura.
- Se lo strumento rimane stabile e rientra nei limiti, l’intervallo può essere esteso.
- Se la tendenza mostra che ci si sta avvicinando rapidamente al limite, l’intervallo dovrebbe essere ridotto.
- Se si verificano salti o comportamenti irregolari, è possibile avviare un’indagine e aumentare il monitoraggio.
Esempio di decisione:
- Con una deriva di 0,0044 mm/mese e un margine rimanente di soli 0,00 mm fino all’EMP lo strumento ha già raggiunto il limite.
- Pertanto, l’intervallo di 6 mesi dovrebbe essere ridotto, ad esempio, a 3 o 4 mesi, per evitare che la misurazione successiva superi i limiti.
Vantaggi del metodo
- Visivo e facile da capire anche per i non metrologi.
- Consente di prendere decisioni basate su comportamenti reali.
- Individuare tendenze pericolose prima che causino guasti.
- Utile come strumento di difesa negli audit (tracciabilità delle analisi).
Conclusione per stabilire la periodicità delle tarature
L’intervallo di taratura non dovrebbe essere arbitrario o fisso, ma piuttosto il risultato di un’analisi tecnica che tenga conto dei rischi, delle prestazioni delle apparecchiature e dei requisiti di processo. Una gestione metrologica efficace ottimizza le risorse, riduce al minimo gli scarti e garantisce l’affidabilità delle misure.
Ricorda: una taratura tempestiva è un investimento in qualità.
Raccomandazione finale per stabilire la periodicità delle tarature
Implementare una procedura interna documentata per determinare, rivedere e giustificare gli intervalli di taratura. Ciò non solo vi allinea agli standard ISO 17025, ISO 9001 e ISO 10012, ma rafforza anche il vostro sistema di gestione e previene le incongruenze degli audit.


